⚙️ 1. Contrôle en rectification : précision & rigueur absolues
En rectification, on travaille sur des couches de matière très fines (quelques centièmes voire microns). Le contrôle doit donc être ultra précis.
🔍 Outils et méthodes utilisés :
-
Micromètres d’extérieur / d’intérieur (résolution au 0,001 mm)
-
Comparateurs pour la détection de défauts de forme
-
Projecteurs de profil pour visualiser les géométries fines
-
Rugosimètre pour mesurer l’état de surface (Ra, Rz, etc.)
-
Colonne de mesure (Hauteur, perpendicularité, planéité)
-
Machine de mesure tridimensionnelle (CMM) pour les cas critiques
📏 2. Tolérances en rectification : ultra serrées
Les pièces usinées par rectification sont souvent soumises à des tolérances géométriques et dimensionnelles très strictes :
🧩 Tolérances types :
-
Diamètre : ±0,002 mm
-
Cylindricité / Circularité : < 5 µm
-
Planéité : < 3 µm
-
Concentricité : < 0,01 mm
-
Bilan d’erreur de forme (ovalisation, facettage) : strictement limité
👉 On travaille souvent selon la norme ISO 1101 (GD&T) avec des cotes fonctionnelles essentielles.
✨ 3. Finitions en rectification : état de surface impeccable
Le but final de la rectification, c’est d’obtenir une surface lisse, propre, sans bavure ni échauffement, adaptée à l’usage final :
🌟 Critères de finition :
-
Rugosité (Ra) adaptée à l’usage :
▪️ Médical : Ra ≤ 0,2 µm
▪️ Outillage : Ra ≤ 0,4 µm
▪️ Aéronautique : Ra ≤ 0,8 µm
-
Absence de brûlures : coloration bleue → pièce à rebuter
-
Pas de microfissures : contrôle par ressuage si besoin
-
Bon ajustement fonctionnel : glissement / serrage / jeu calculé
🔄 Méthodologie globale en atelier :
-
📘 Lire le plan avec les tolérances imposées
-
🛠️ Régler la machine (meule, vitesses, lubrification, équilibrage)
-
🧪 Usiner avec contrôle intermédiaire (comparateur, micromètre)
-
🔬 Effectuer un contrôle final métrologique complet
-
📊 Renseigner une fiche de contrôle qualité (traçabilité)
🧠 Astuces pros :
-
Toujours équilibrer la meule avant l’usinage
-
Utiliser un fluide de coupe adapté pour éviter les brûlures
-
Appliquer un refroidissement maîtrisé pour éviter les dilatations
-
Éviter les passes trop profondes pour ne pas perdre la concentricité
-
Contrôler température et hygrométrie dans l’environnement de mesure
🛠️ Formation équivalentes :
-
formation rectification haute précision
-
formation tolérances serrées usinage
-
formation contrôle géométrique rectification
-
formation états de surface usinage
-
formation finition mécanique de précision
-
formation rectification secteur aéronautique
-
formation rectification secteur médical
-
formation défauts thermiques usinage
-
formation concentricité et circularité
-
formation rectification cylindrique et plane
🧠 Voir aussi :
-
apprendre à contrôler les tolérances en rectification
-
formation usinage haute précision pour l’aéronautique
-
rectification de pièces complexes avec contrôle qualité
-
maîtrise des défauts de forme en rectification
-
contrôle des états de surface après rectification
-
formation en contrôle dimensionnel de haute précision
-
éviter les brûlures et déformations en rectification
-
formation rectifieuse plane et cylindrique avec contrôle
-
comprendre la concentricité et la circularité en usinage
-
gestion des paramètres thermiques en finition mécanique
-
Formation dédiée à la rectification de haute précision pour secteurs critiques
-
Maîtrisez les réglages et le contrôle qualité en usinage de finition
-
Apprenez à éliminer les défauts thermiques et géométriques
-
Formation spécialisée en tolérances serrées et métrologie avancée
-
Optimisez vos finitions mécaniques pour l’aéronautique ou le médical
-
Devenez expert en contrôle dimensionnel et état de surface
-
Corrigez les défauts de forme et les brûlures de rectification
-
Gagnez en précision et en productivité sur vos pièces rectifiées
🔧 1. Types d’outils de dressage
🧱 A. Outils de dressage fixes (manuels ou semi-automatiques)
| Type |
Description |
Usages |
| Pointe diamant simple |
Un seul diamant serti |
Dressage standard / plane & cylindrique |
| Pointe multiple (multi-grains) |
Plusieurs diamants industriels |
Durabilité accrue / usinage continu |
| Plaquettes PCD / CVD / MCD |
Plaquettes de diamant polycristallin / monocristallin |
Profils stables / production répétitive |
| Plot de concrétion diamantée |
Bloc avec grains liés dans une résine ou métal |
Finitions fines / surfaces complexes |
| Outils Diaform |
Porte-outil articulé pour profils précis |
Dressage de formes répétitives / géométriques |
🔄 B. Outils de dressage rotatifs (automatiques)
| Type |
Description |
Usages |
| Molette diamantée de profil |
Molette diamantée montée sur axe |
Dressage de formes complexes ou profilées |
| Molette de contournage |
Molette avec profil libre ou sur CNC |
Surfaçage automatique, grande série |
| Roulettes électro-déposées |
Meules de dressage à liant électrolytique |
Rapide et rigide, pour rectif à CN |
🧱 2. Types de meules de dressage
Ces meules ne servent pas à usiner la pièce mais à dresser une autre meule, notamment dans le cas de meules super-abrasives (CBN, diamant).
| Type |
Description |
Application |
| Meules vitrifiées de dressage |
Liant céramique, grande précision |
Dressage de meules conventionnelles |
| Meules de dressage rotatives |
Fonctionnent comme un outil de coupe tournant |
Dressage automatique (rectif plane ou CNC) |
| Meules de dressage CVD / PCD |
Très haute dureté, grande tenue |
Dressage meules CBN ou diamant |
| Meules galvanisées (Liant électrolytique) |
Forte accroche des grains abrasifs |
Meules de profil / meules techniques |
🏭 3. Marques connues d’outils de dressage et meules
🔹 Outils de dressage (fixes et rotatifs)
-
Winterthur / Norton Saint-Gobain
-
Diametal
- Comet
-
Tyrolit
-
Dr. Kaiser (leader en molettes rotatives diamantées)
-
MCD Tools
-
Ewag (dressage de précision, Suisse)
-
Consort
-
DISKUS WERKE Schleiftechnik
-
EFFGEN Lapport Schleiftechnik
🔹 Meules :
-
3M (Trizact, Cubitron, etc.)
-
Radiac
- Comet
-
Noritake
-
VSM Abrasives
-
ATLANTIC
-
Winter / WENDT
-
CGW (Camel Grinding Wheels)
-
Saint-Gobain Abrasives
-
Tyrolit (grande gamme de meules vitrifiées et CBN)
🏭 Quel type de sociétés est concerné ?
Les formations en rectification s’adressent à toute entreprise utilisant des process de finition par abrasion pour garantir la précision géométrique ou l’état de surface de pièces mécaniques :
🏗 Secteurs industriels concernés
-
Aéronautique ✈️ (train d’atterrissage, pièces moteur, pièces structurelles)
-
Automobile 🚗 (arbres à cames, vilebrequins, soupapes, guides…)
-
Ferroviaire 🚆 (axes, bagues, garnitures, roulements…)
-
Médical / Biomédical 🦾 (implants, composants prothétiques, instrumentation)
-
Outillage / Mécanique de précision 🛠️ (outils coupants, moules, matrices…)
-
Énergie ⚡ (turbines, corps de vannes, raccords haute pression…)
-
Hydraulique / Pneumatique (tiges, vérins, joints tournants…)
-
Défense, armement, spatial, nucléaire 🔒 (haute tolérance & traçabilité)
-
Sous-traitants mécaniques généralistes ou spécialisés en finition
🧠 Pourquoi est-ce stratégique ?
La rectification est souvent la dernière opération avant le contrôle qualité final, avec des enjeux forts :
-
Tolérances serrées (microniques)
-
Pièces critiques à haute valeur ajoutée
-
Rejet ou non-conformité très coûteux
-
Compétence rare = levier de performance
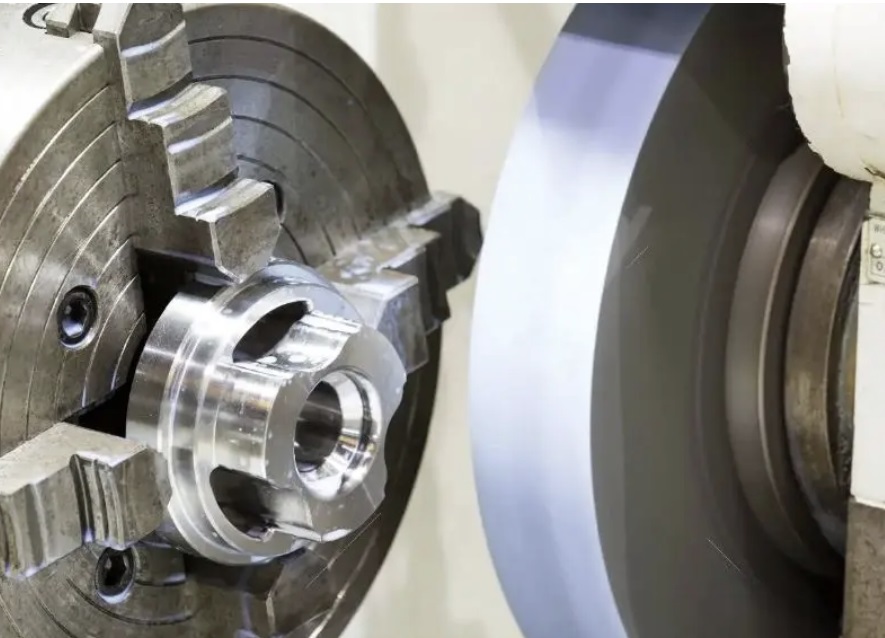
🛠️ Qu’est-ce que la rectification en usinage industriel ?
La rectification mécanique est un procédé d’usinage de finition ultra-précis, destiné à enlever de très faibles épaisseurs de matière sur des pièces métalliques ou techniques. Réalisée à l’aide de machines appelées rectifieuses, elle utilise une meule abrasive tournant à grande vitesse pour usiner des surfaces avec une précision de l’ordre du micron.
Cette technologie est essentielle dans les secteurs où la précision géométrique, l’état de surface et la tenue dimensionnelle sont critiques.
🎯 Pourquoi utiliser la rectification ?
La rectification est utilisée lorsque les opérations d’usinage classiques (tournage, fraisage) ne suffisent plus pour atteindre les tolérances ou les finitions attendues. Elle permet :
-
D’obtenir des surfaces planes ou cylindriques parfaitement lisses
-
De respecter des tolérances très serrées (quelques microns)
-
D’usiner des matériaux durs : aciers trempés, carbures, alliages spéciaux
-
De corriger les déformations liées aux traitements thermiques ou mécaniques
-
De réaliser ou affûter des outils de coupe ou des pièces de précision
🔧 Les principaux types de rectification
1️⃣ Rectification cylindrique
Adaptée à l’usinage des pièces de forme cylindrique : arbres, axes, rouleaux…
👉 La pièce est montée entre pointes ou en mandrin, la meule travaille l’enveloppe extérieure (ou intérieure).
👉 Elle peut être extérieure, intérieure ou sans centre (centerless) selon la géométrie et la production.
2️⃣ Rectification plane
Utilisée pour obtenir des surfaces planes d’une grande précision (lames, cales, pièces plates…).
👉 La pièce est généralement fixée sur table magnétique.
👉 La meule enlève la matière en passes successives pour assurer planéité et rugosité contrôlée.
✅ Avantages de la rectification mécanique
-
🎯 Précision extrême : atteinte de tolérances de quelques microns
-
🔩 Travail sur matériaux durs : rectification des aciers trempés, céramiques, carbures
-
✨ Qualité de surface : finition polie ou miroir, idéale pour des pièces mobiles ou en contact
-
🔁 Polyvalence : pièces cylindriques, planes, coniques, profilées…
-
🌡 Gestion thermique : usage de liquides de coupe pour éviter les brûlures et déformations
🏭 Applications industrielles de la rectification
La rectification est omniprésente dans les industries de haute précision :
-
Automobile 🚗 : rectification de vilebrequins, arbres à cames, engrenages
-
Aéronautique ✈️ : composants de turbines, pièces critiques moteur
-
Mécanique générale ⚙️ : roulements, douilles, axes, cales de précision
-
Outillage 🛠 : affûtage de lames, rectification d’outils coupants
-
Médical & optique 🧬 : implants, instruments, pièces à géométries complexes
La rectification mécanique est un processus de finition de haute précision, indispensable pour garantir la fiabilité, la performance et la durée de vie des pièces critiques. Grâce à ses capacités uniques, elle reste incontournable dans l’univers de l’usinage de précision et de la fabrication industrielle de haute exigence.