


RAPPEL :
Brasage (pièce à assembler sont chauffées sans fusion)/ Soudobrasage (pièces à assembler ne sont pas chauffées et les températures de soudage varient de 600 °C à 900 °C) : l’assemblage est hétérogène ; la formation du joint ou cordon est assurée par la seule intervention du métal d’apport qui agit comme une colle. La température de fusion du métal d’apport est
inférieure à celle des matériaux à souder qui peuvent être de natures différentes.
Brasage tendre: réalisé à moins de 400 °C (métal d’apport : plomb + étain, étain + argent)
Brasage fort: réalisé à plus de 450 °C (alliages d’argent, de cuivre, d’aluminium). Théorie SOUDOBRASAGE fonte :
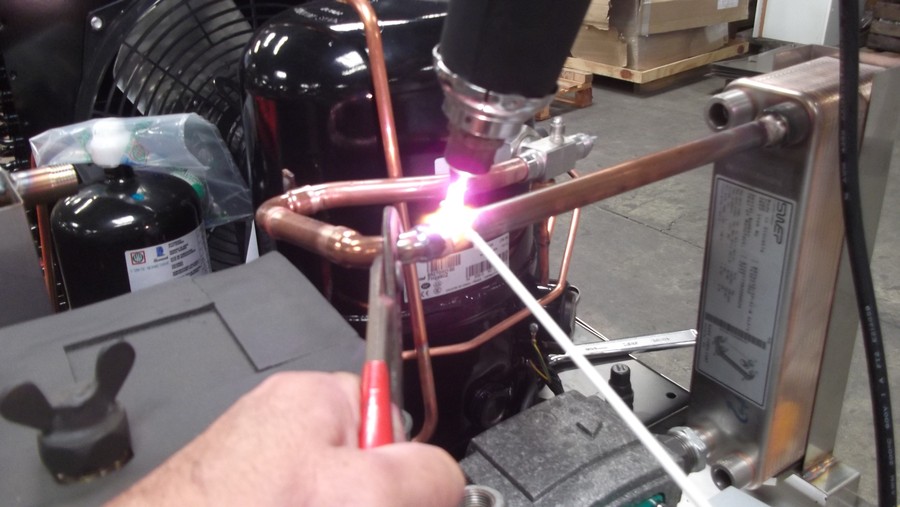
Apports technologiques en brasage spécifique frigoriste sur cuivre ou argent EN 14276
- Principes et métallurgie
- Mise en œuvre jusqu’au nettoyage final
- Examen visuel et remèdes aux défauts courants
- Hygiène et sécurité
Entraînement à l’exécution de soudure par brasage sur cuivre ou argent EN 14276
- Réglages du matériel
- Réalisation d’assemblages conformes à la norme
- Travaux réalisés sur des tubes en acier, cuivre ou titane sur demande
INFORMATIONS COMPLÉMENTAIRES
- Chaque stagiaire dispose d’un poste équipé
- L’animateur spécialisé assure l’encadrement, la démonstration et le contrôle des travaux réalisés
- L’examen est contrôlé par un organisme agréé
PÉDAGOGIE ET ÉVALUATION
Toutes nos formations sont construites selon des approches pédagogiques éprouvées.
L’animation s’appuyant sur des cas d’entreprise ou des mises en situation pratiques :
- Favorise les échanges entre les participants,
- Permet l’adaptation des apports aux attentes spécifiques des participants (dans le cadre des objectifs de la formation) et favorise ainsi l’aspect opérationnel.
Les normes de qualifications des soudeurs QS (licence soudure) possibles :
EN 14276 – EN ISO 9606-1, EN ISO 9606-2, EN ISO 9606-3, EN ISO 9606-4, EN ISO 9606-5, NF EN ISO 14732 : 2013 (EN 1418), B540-9, FDA 88111, ASME, B527-9, AIR 0191, Gaz de France ATG 540, A88-800, EN 287-1, …

