TRAVAUX A REALISER PENDANT LA FORMATION : Voici une liste de 25 exercices de soudage adaptés pour un soudeur de maintenance. Ces exercices couvrent diverses techniques et positions, tout en répondant aux besoins de maintenance industrielle :
Exercices de base
- Soudures en ligne droite (plat) : Réaliser des cordons de soudure en ligne droite sur plaques d’acier.
- Soudures en angle intérieur (fillet weld) : Souder deux pièces en angle droit (T-joint).
- Soudures en angle extérieur : Pratique sur des joints en V extérieur.
- Soudures à recouvrement (lap joint) : Réaliser une soudure entre deux plaques superposées.
- Soudures en bout à bout (butt weld) : Pratique sur des plaques alignées pour tester la pénétration complète.
Exercices en position
- Position à plat (PA) : Souder sur une surface horizontale.
- Position en angle (PB) : Souder à angle droit sur une surface plane.
- Position verticale ascendante (PF) : Souder de bas en haut.
- Position verticale descendante (PG) : Souder de haut en bas.
- Position plafond (PE) : Réaliser des soudures en position inversée.
Exercices de techniques avancées
- Soudures multi-pass : Ajouter plusieurs couches pour des pièces épaisses.
- Soudures de reprise (gougeage et rebouchage) : Pratique pour corriger des défauts.
- Soudures TIG de précision : Souder des fines épaisseurs avec une finition propre.
- Soudures MIG/MAG pour réparation rapide : Réaliser des réparations d’urgence sur des équipements industriels.
- Soudures MMA sur acier encrassé : Développer les compétences pour travailler sur des surfaces imparfaites.
Exercices sur matériaux variés
- Soudage de l’acier inoxydable : Adapter les techniques pour ce matériau.
- Soudage de l’aluminium : Pratique pour maîtriser le TIG ou MIG sur ce métal délicat.
- Soudage des aciers à haute résistance : Utiliser les bonnes méthodes pour éviter les fissures.
- Soudage des aciers revêtus (galvanisé) : Apprendre à minimiser la contamination.
- Soudage sur fonte : Technique spécifique pour les réparations.
Exercices de maintenance spécifiques
- Réparation de fissures sur des tuyaux : Simuler des réparations sur conduites.
- Soudure sur équipements usés : Travailler sur des pièces qui subissent des contraintes répétées.
- Soudage sur structures tubulaires : Souder des raccords et des supports tubulaires.
- Fabrication et réparation de brides : S’entraîner à réparer ou souder des brides sur tuyaux.
- Soudage sous contrainte (préchauffage et refroidissement) : Simulation de situations réelles nécessitant un contrôle thermique.
Suggestions d’outils et matériels
- Poste à souder adapté : TIG, MIG/MAG ou MMA selon l’exercice.
- Matériaux divers : Plaques, tubes, brides, etc.
- Accessoires : Électrodes, gaz de soudage, gabarits de soudure.
- Équipements de sécurité : Casque, gants, tablier, et protections pour le travail en maintenance.
Ces exercices permettront au soudeur de maîtriser les bases tout en acquérant des compétences pratiques pour les besoins de maintenance industrielle.
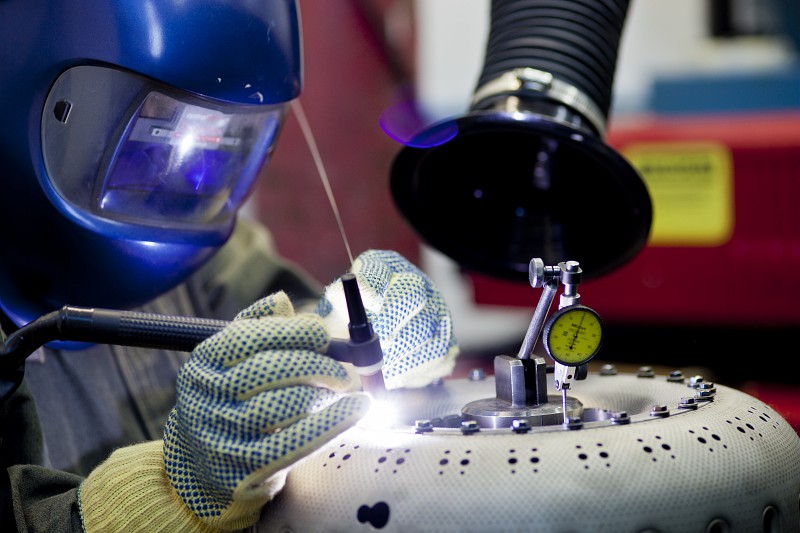
Le Procédé TIG (Tungsten Inert Gas) sur Inox
Le soudage TIG (141) est un procédé de soudage à l’arc électrique qui utilise une électrode non fusible en tungstène et un gaz inerte (argon ou mélange argon-hélium) pour protéger le bain de fusion. Appliqué à l’acier inoxydable, le TIG est reconnu pour sa précision et sa capacité à produire des soudures propres, esthétiques, et résistantes à la corrosion.
Principe de Fonctionnement du TIG sur Inox
- Électrode en tungstène :
- L’électrode en tungstène génère un arc électrique stable qui chauffe et fond le métal de base.
- Contrairement aux procédés avec électrodes consommables, l’électrode tungstène ne se consomme pas pendant le soudage.
- Gaz de protection inerte :
- L’argon, parfois mélangé à de l’hélium, est utilisé pour protéger le bain de fusion contre l’oxydation.
- Ce gaz empêche les réactions chimiques qui pourraient altérer la qualité de la soudure.
- Métal d’apport (facultatif) :
- Pour les assemblages plus épais, un fil d’apport en inox est introduit manuellement ou automatiquement dans le bain de fusion pour renforcer la soudure.
- Refroidissement contrôlé :
- L’inox étant sensible aux variations de température, le procédé TIG limite les apports thermiques pour éviter les distorsions et les altérations des propriétés mécaniques.
Caractéristiques de l’Inox en Soudage TIG
- Résistance à la corrosion :
- L’inox est apprécié pour sa résistance naturelle à la corrosion, qu’il conserve si les soudures sont réalisées correctement et protégées contre l’oxydation pendant le soudage.
- Sensibilité à la surchauffe :
- Un apport thermique excessif peut provoquer une perte de chrome, entraînant une dégradation de la résistance à la corrosion (phénomène de sensibilisation).
- Conductivité thermique faible :
- L’inox dissipe moins bien la chaleur que l’acier classique, nécessitant un contrôle précis des paramètres de soudage pour éviter les distorsions.
Avantages du Procédé TIG pour l’Inox
- Précision et contrôle :
- Le TIG offre un contrôle optimal du bain de fusion, permettant de travailler sur des pièces fines ou complexes sans risquer de les endommager.
- Qualité esthétique :
- Les soudures TIG sur inox sont propres, lisses, et exemptes de projections, idéales pour des applications visibles ou nécessitant une finition soignée.
- Résistance mécanique :
- Les soudures réalisées avec le procédé TIG préservent les propriétés mécaniques et chimiques de l’inox, essentielles pour des structures exposées à des environnements corrosifs.
- Polyvalence :
- Convient à une large gamme d’épaisseurs et de formes : tuyauteries, tôles, réservoirs, structures industrielles.
Inconvénients du Procédé TIG pour l’Inox
- Vitesse d’exécution :
- Le TIG est plus lent que les procédés MIG/MAG, ce qui peut être un frein pour les travaux de grande envergure.
- Compétence requise :
- La précision et le contrôle nécessaires demandent une expertise technique, rendant ce procédé moins accessible pour les opérateurs débutants.
- Coût :
- Les équipements (postes TIG, électrodes en tungstène, gaz de protection) et les consommables spécifiques à l’inox peuvent être plus coûteux.
Applications Typiques
- Industrie Alimentaire et Médicale :
- Assemblage de cuves, réservoirs, et tuyauteries en inox, où la résistance à la corrosion et l’hygiène sont primordiales.
- Industrie Chimique :
- Réalisation de structures et équipements soumis à des environnements agressifs.
- Décoration et Artisanat :
- Soudures esthétiques pour des pièces décoratives ou des produits en inox.
- Maintenance et Réparation :
- Réparation de structures et équipements en inox dans des environnements industriels.
Paramètres Clés pour un Soudage TIG Réussi sur Inox
- Choix de l’électrode :
- Électrodes thoriées ou cériées pour un arc stable.
- Gaz de protection :
- Argon pur pour les épaisseurs standards.
- Mélange argon-hélium pour une pénétration plus profonde sur des pièces épaisses.
- Apport thermique :
- Réduire l’intensité et ajuster la vitesse pour éviter la surchauffe et préserver la résistance à la corrosion.
- Préparation des pièces :
- Nettoyage soigné pour éliminer les contaminants qui pourraient altérer la soudure.
Conclusion
Le procédé TIG est idéal pour souder l’inox grâce à sa précision, sa propreté, et sa capacité à préserver les propriétés mécaniques et chimiques du matériau. Bien qu’il nécessite des compétences spécifiques et un équipement adapté, il offre des résultats exceptionnels pour des applications industrielles, alimentaires, médicales, ou artisanales.
S.E.F Formation Technique peut vous former sur les procédés suivants :
111: manuel avec électrode enrobée)
114: avec fil fourrée auto-protecteur
121: sous flux avec un fil-électrode
125: sous flux avec fil fourré
131: sous protection de gaz inerte avec filélectrode fusible plein / soudage MIG
135: sous protection de gaz actif avec filélectrode fusible plein / soudage MAG
136: sous protection de gaz actif avec filélectrode fourré de flux
138: sous protection de gaz actif avec fil fourré de poudre métallique
141: protection de gaz inerte avec électrode de tungstène / soudage TIG
142: Soudage TIG autogène
143: Soudage à l’arc sous protection de gaz inerte avec électrode de tungstène et fil ou baguette fourré(e)
2 – Par résistance (points, bossage, étincelage)
3 – Aux gaz:
311: Soudage oxyacétylènique
4 – Par pression
5 – Par faisceau (faisceau d’électrons ou laser)
7 – Procédés divers (induction, percussion, électrogaz, goujons, etc.)
9 – Brasage:
91: brasage fort
94: brasage tendre
971: soudobrasage aux gaz
972: Soudobrasage à l’arc
MATIERES :
1: aciers
2: Aluminium et alliages d’aluminium
3: Cuivre et ses alliages
4: Nickel et ses alliages
5: Titane et ses alliages, zirconium et ses alliages.
FORMATIONS EQUIVALENTES :
- Formation soudage TIG sur inox.
- Apprentissage du procédé TIG (141) pour acier inoxydable.
- Techniques avancées de soudure TIG pour inox.
- Soudure TIG sur inox pour réparation et maintenance.
- Formation TIG sur inox pour techniciens de maintenance.
- Soudage TIG inox pour applications industrielles.
- Certification en soudage TIG sur acier inoxydable.
- Formation professionnelle soudure TIG sur inox.
- Apprendre le soudage TIG pour réparateurs.
- Réglages poste TIG pour soudures inox de qualité.
- Soudage TIG (141) pour pièces en acier inoxydable.
- Formation pratique en soudure TIG sur inox.
- Techniques de soudure TIG pour équipements en inox.
- Soudures esthétiques avec procédé TIG sur inox.
- Formation TIG pour industries alimentaires et médicales.
- Soudure de précision TIG pour structures inoxydables.
- Réalisation de soudures inox exemptes de défauts.
- Apprentissage des bases du soudage TIG pour inox.
- Réparation de pièces inox avec le procédé TIG.
- Formation spécialisée en soudure TIG pour maintenance.
- Formation complète en soudage TIG (141) pour réaliser des soudures précises sur acier inoxydable.
- Apprenez à maîtriser les techniques avancées de soudage TIG pour des réparations sur inox.
- Formation en soudure TIG sur inox pour techniciens de maintenance et réparateurs industriels.
- Certification professionnelle en soudure TIG pour travailler sur des structures inoxydables.
- Réglages optimaux pour souder des équipements en acier inoxydable avec le procédé TIG.
- Formation pratique pour souder des pièces fines et complexes en inox avec le TIG.
- Techniques pour réaliser des soudures propres et esthétiques sur inox avec le TIG.
- Maîtrisez le procédé TIG pour réparer des réservoirs, tuyauteries, et équipements en inox.
- Formation TIG spécialisée pour industries nécessitant des soudures hygiéniques sur inox.
- Apprenez à corriger les défauts de soudures TIG sur acier inoxydable.
- Formation TIG pour techniciens de maintenance industrielle.
- Certification soudure TIG pour réparateurs d’équipements en inox.
- Soudure TIG sur inox pour industries alimentaires et chimiques.
- Formation pour souder des tuyauteries en acier inoxydable avec le TIG.
- Techniques avancées pour souder des équipements en inox avec le procédé TIG.
- Formation TIG pour applications médicales et industrielles.
- Réalisation de soudures esthétiques sur inox avec le TIG.
- Apprentissage de la soudure TIG pour réparation d’outillages en inox.
- Soudures hygiéniques et résistantes avec le procédé TIG sur inox.
- Formation spécialisée en TIG pour réparer des structures complexes en inox.
- « Formation en soudage TIG (141) sur inox pour réaliser des soudures précises et résistantes dans les applications industrielles. »
- « Apprenez à maîtriser le procédé TIG pour souder des pièces en acier inoxydable dans des secteurs variés comme l’alimentaire et la chimie. »
- « Formation pratique pour réaliser des soudures TIG propres et esthétiques sur inox pour maintenance et réparation. »
- « Certification professionnelle en soudage TIG sur inox pour techniciens et réparateurs. »
- « Découvrez notre formation complète pour souder des pièces inoxydables avec le procédé TIG, adapté aux industries exigeantes. »